ժҪ��
�h(hu��n)ģ��
�����C(j��)�ĺ��IJ�����Ŀǰ����ĥ�p�졢�����̵Ȇ�(w��n)�}��ԓ�Č�(du��)X46Cr13䓭h(hu��n)ģ�M(j��n)��600h��(sh��)�H���a(ch��n)��B(t��i)�µ�ĥ�pԇ�(y��n)����(du��)�h(hu��n)ģ��(n��i)�ں�ģ�׃�(n��i)�ڵ�ĥ�p���c����Ӳ���M(j��n)�Мy(c��)������(du��)ĥ�p���M(j��n)�б��^��ò���^ĥ�p��ò�^�죻�ĺ��^���^�ǶȌ�(du��)ĥ�p�C(j��)���M(j��n)�з�����ּ��ͨ�^(gu��)�о��h(hu��n)ģĥ�p�C(j��)���cĥ�p�ֲ�Ҏ(gu��)�ɣ���(du��)�h(hu��n)ģ���M(j��n)������h���Y(ji��)����������ͬĥ�pλ��������(d��o)���õ�ĥ�p�C(j��)��������ͬ���h(hu��n)ģ��(n��i)��ĥ�pʮ�և�(y��n)�أ�ĥ�p�C(j��)������������Þ�����ĥ��ĥ�p��ƣ��ĥ�p�������ã�ģ�׃�(n��i)��ĥ�p���^С��ģ����ڸ�����ĥ��ĥ�p���������ڸ����t��ƣ��ĥ�p��������ģ����ڵ�����ĥ�p����ָ��(sh��)��ʽ��u�pС��ĥ�p��ĥ��ĥ�p������u��ƣ��ĥ�p�����^(gu��)�ɡ��о��Y(ji��)���ɞ���ƭh(hu��n)ģ��ĥ���ܺ����L(zh��ng)ʹ�É����ṩ������
�P(gu��n)�I�~�������|(zh��)�������C(j��)������ĥ�p��䓣��h(hu��n)ģ
0������
�h(hu��n)ģ�������g(sh��)�V����(y��ng)������Ϲ��I(y��)�������������|(zh��)��Դ�a(ch��n)�I(y��)����ˎ�a(ch��n)�I(y��)���I(l��ng)���г����ʸߡ��a(ch��n)Ʒ�����\(y��n)ݔ�ʹ惦(ch��)�ȶ�惞(y��u)�c(di��n)������h(hu��n)ģ�����C(j��)�ĺ��IJ������h(hu��n)ģ�Ĺ������͉ܺ���ֱ��Ӱ����a(ch��n)Ʒ�w���|(zh��)�������a(ch��n)�ɱ���Ŀǰ��(gu��)��(n��i)���a(ch��n)�ĭh(hu��n)ģ����ĥ�p�^(gu��)�������_�ѵȆ�(w��n)�}�����H�����ˮa(ch��n)Ʒ�����ʣ����������a(ch��n)�ɱ���Ҳ��(y��n)���Ƽs�˭h(hu��n)ģ�������g(sh��)�ڸ���(g��)�I(l��ng)��İl(f��)չ��(y��ng)�á���(gu��)��(n��i)��W(xu��)�ߌ�(du��)�h(hu��n)ģ�����C(j��)�����w���|(zh��)�����D�����c�ܺ�ģ�͵Ȇ�(w��n)�}���_չ�˴������о����������P(gu��n)��ģ݁��ĥ�p�C(j��)���о�����(du��)�^�١����Č�(du��)��(sh��)�H���r�h(hu��n)ģ�c����֮�g��������M(j��n)�з�������ᘌ�(du��)�h(hu��n)ģĥ�p��r�M(j��n)��ԇ�(y��n)�о���ͨ�^(gu��)��(du��)�h(hu��n)ģ��(n��i)�ں�ģ�׃�(n��i)���M(j��n)��ĥ�p����Ӳ�Ȝy(c��)�������Ò�����R��(du��)�^ĥ�p��ò�M(j��n)���^���о����ĺ��^���^�Ƕȷ�����ĥ�p���ĥ�p�C(j��)�������ڞ���߭h(hu��n)ģ����ĥ�ԺͿɿ��ԡ����L(zh��ng)�h(hu��n)ģ��ʹ�É����ṩ��Փ����(j��)��
�h(hu��n)ģ��������")
1���h(hu��n)ģ��������
�h(hu��n)ģ�����C(j��)�Ĺ����^(gu��)�����£�늙C(j��)�(q��)��(d��ng)�h(hu��n)ģ��һ�����ٶ�형r(sh��)����D(zhu��n)�����Ͻ�(j��ng)�^(gu��)�{(di��o)�|(zh��)���Ɍ�(d��o)�ϙC(j��)��(g��u)����ģ݁�g�Ĺ����^(q��)�����x������Ħ�������������Ͼo�N�h(hu��n)ģ��(n��i)�ڣ���݁���������c��֮݁�g��Ħ�����S���h(hu��n)ģ������һ�����D(zhu��n)���S���h(hu��n)ģ�͉�݁�����D(zhu��n)�����ϱ����벢�������o���D������(d��ng)�D�����������˷������cģ�׃�(n��i)�ڵ�Ħ�����r(sh��)��������һ�����ܶȱ�����ģ�ס��S��ģ݁�IJ������D(zhu��n)�����Ϗ�ģ���ДD������(j��ng)�е��Д��γ������w�������ϡ�������ģ݁�gШ�΅^(q��)��������B(t��i)��D1��ʾ��
�����������C(j��)�����ν�(j��ng)�^(gu��)���υ^(q��)��׃�Ή��o�^(q��)�͔D�����ɉ��o�^(q��)���D���^(q��)�S��ģ݁���g�ĜpС�����w�g϶��u�pС�����w�ܶȺͭh(hu��n)ģ��(n��i)���ϵĔD������(qi��ng)����u�����ڔD���^(q��)�_(d��)�����ֵ�����D���^(q��)��(n��i)�h(hu��n)ģ��(n��i)����ĔD������(qi��ng)����ģ�����̎����(qi��ng)��ã�������ģ�׃�(n��i)�ĔD������(qi��ng)Ӌ(j��)��ʾ��D��D2��ʾ��
�h(hu��n)ģģ��")
���O(sh��)׃�Ή��o�^(q��)��(n��i)�D������(qi��ng)�ʾ���׃�����ԏV����(y��ng)�õă�݁�Y(ji��)��(g��u)�����C(j��)�������t�h(hu��n)ģ��(n��i)�ڔD������(qi��ng)׃��Ҏ(gu��)����D4��ʾ����Ҋ(ji��n)�h(hu��n)ģ��(n��i)���������Խ�׃�d�����ã����ڞ�h(hu��n)ģ���D(zhu��n)���ڵ�һ�룬����d�ɞ�PL�������Խ�׃�d�Ɍ����܌�(d��o)�h(hu��n)ģ��(n��i)�ڱ�����Ϯa(ch��n)��ƣ��ʧЧ�����䡣
�h(hu��n)ģ��������")
2���h(hu��n)ģĥ�pԇ�(y��n)�c�C(j��)������
2.1�h(hu��n)ģĥ�pԇ�(y��n)
�h(hu��n)ģ���Ϟ�X46Cr13䓣���̎����ˇ��1 050�����200���2�Ρ���Ҫ�Y(ji��)��(g��u)����(sh��)��D5��ʾ�h(hu��n)ģ��(n��i)��ֱ��550mm�����ֱ��630 mm���h(hu��n)ģ������300mm���h(hu��n)ģ�_����e��3.46x105mm2���h(hu��n)ģ��(n��i)��550mm����Ч����200mm�����_����33%��ģ��ֱ��3mm���L(zh��ng)���Ȟ�11���h(hu��n)ģ���b��MUZL610T��݁ʽ�h(hu��n)ģ�����C(j��)���M(j��n)��������a(ch��n)ԇ�(y��n)�������C(j��)늙C(j��)���ʞ�150 kW����ֱ݁����265mm����݁���Ȟ�206mm���h(hu��n)ģ�D(zhu��n)�ٞ�265r/min�����a(ch��n)������17t/h��ԭ����Ҫ�ɷ֣��|(zh��)���ٷֱȣ�������52%��С��15%������9.63%��������5%��������4%��������4%��������3%���i��2.67%��ʯ��1.55%��ˮ����ë��0.5%���u����0.5%��������}0.66%�����؞�615 kg/m3��ԭ�����ȷֲ����|(zh��)���ٷֱȣ��քe��0.3mm (27.6%)��0.42 mm(16.1%)��0.9 mm (44.0%)��1.2 mm%(2.0%)��2.0 mm(9.5%)��2.5 mm(0.8%)����ϳ�Ʒ�w��ֱ����3 mm���ܶȞ�1 430 kg/m3���|(zh��)����ˮ�ʞ�11%�������ʞ�99.2%����h(hu��n)ģ���O(sh��)Ӌ(j��)����ͨ����1000 h���ϣ������ИI(y��)�F(xi��n)���֪��(sh��)�Hʹ�É����c�O(sh��)Ӌ(j��)�����g���^��IJ�࣬һ��ʹ�É�����500:-650 h֮�g������(j��)�ИI(y��)�T�������h(hu��n)ģ���������a(ch��n)��B(t��i)�®a(ch��n)���½�20%���ϣ������J(r��n)���h(hu��n)ģ������ʧЧ����ԇ�(y��n)���íh(hu��n)ģ����������600 h��a(ch��n)���½�20%���˕r(sh��)���h(hu��n)ģж���M(j��n)��ĥ�p�C(j��)��������
�h(hu��n)ģ�Y(ji��)��(g��u)")
2.2�h(hu��n)ģĥ�p���^����
��ĺ��^�ό�(du��)�h(hu��n)ģ��ĥ�p�ֲ�Ҏ(gu��)���M(j��n)�з���������늻��и�C(j��)��ĥ�p��ĭh(hu��n)ģ����ģ���S����������2�K��С��30 mmx120 mm��ԇ���M(j��n)�б��^��ò�^�켰ĥ�p���cӲ�Ȝy(c��)ԇ��
2.2.1���^����
ĥ�p����ԇ�ӵı��^��ò��D6��ʾ��ͨ�^(gu��)�����^��l(f��)�F(xi��n)ԇ�ӱ��^��ò���������������h(hu��n)ģ��(n��i)�����в�Ҏ(gu��)�t�ֲ��İ��ӣ�ģ��������@�U(ku��)��ʹ�����̎�Ŀױ�׃��������ģ����������@��׃�Ρ�
�h(hu��n)ģĥ�p��r")
�����������D���^(gu��)���д���Ӳ�|(zh��)ĥ���s�|(zh��)����Ҫ��ɰʯ��s�|(zh��)���F�s�|(zh��)��������Ҫ��(l��i)Դ��ԭ�ϵ����a(ch��n)�������^(gu��)�̡��mȻ�s�|(zh��)����һ���^�٣��s�|(zh��)��������һ�����S�C(j��)�Ժ�żȻ�ԣ�������Σ���s���ݺ�ҕ���D���^(gu��)����Ӳ�|(zh��)�s�|(zh��)���c�h(hu��n)ģ�͉�݁�γ����wĥ��ĥ�p��ʹ�h(hu��n)ģ��(n��i)�ڰl(f��)����ͬ�̶ȵľֲ�����׃�Ρ���(d��ng)Ӳ�|(zh��)�w����ֱ���Դ���ģ݁�g϶�r(sh��)�����ڔD���r(sh��)��������ϱ���������γɲ�Ҏ(gu��)�t�w�����ڭh(hu��n)ģ��(n��i)�������^�����@�İ��ӣ���(d��ng)�����γ�λ����ģ����ڸ����r(sh��)������ģ��߅��̎�IJ��ϻ��w��(qi��ng)���^������ʹ��ģ�����̎���Ϯa(ch��n)����(y��n)�ص�����׃���������䣬����^���(y��n)�صIJ�����ʧ��ģ�����׃�Ρ�ͬ�r(sh��)���^��l(f��)�F(xi��n)ԇ�Ӹ�ĥ�p�������һ���Ĺ�ɶȡ��@�����ڴ�����(x��)�������w���ڏ�(qi��ng)�ҵķ�����������Ħ����������(du��)�h(hu��n)ģ����a(ch��n)����ĥ�͙C(j��)е�������ò��γɾ��й❍�ȵı��档��ˣ������Ɯy(c��)����ĥ�p�ǭh(hu��n)ģ��ĥ�p�C(j��)��֮һ��
2.2.2�h(hu��n)ģ��(n��i)��ĥ�p���y(c��)���c����
��@�íh(hu��n)ģĥ�p�ֲ�Ҏ(gu��)�ɣ�����ǧ�ֳ��ڭh(hu��n)ģ��Ч�_���������S����ÿ��5 mm��(du��)�D5��ʾ�ĭh(hu��n)ģ�ں��M(j��n)��3�Μy(c��)����ȡƽ��ֵ���íh(hu��n)ģ�S��ĥ�p�ֲ���D7��ʾ��
�h(hu��n)ģ�S��ĥ�p")
�ɈD7��֪�h(hu��n)ģ��(n��i)�ڵ�ĥ�p����3 mm���ң��D���҂�(c��)������ι�Ͽ�һ��(c��)ĥ�p�^���(y��n)�أ�ĥ�p���_(d��)��3.4 mm���@��Ҫ���������Ϗ�ι�Ͽ�һ��(c��)�M(j��n)�������҃�(n��i)��߀�](m��i)��(l��i)�ü���(j��ng)�ɹ��ϰ���������ѽ�(j��ng)�M(j��n)��ģ֮݁�g�Ĺ����^(q��)����ʹ�M(j��n)�Ͽ�һ��(c��)����������(du��)�^��������ԓ�^(q��)������(qi��ng)�ȣ��ӄ���ģ݁��ĥ�p�̶ȡ�ĥ�p�^(gu��)�Ȍ���(d��o)�h(hu��n)ģ��(qi��ng)�Ȳ��㣬��ɭh(hu��n)ģƣ���ƉĶ��^(gu��)��ʧЧ����ˌ�(du��)���Ϸֲ���r�M(j��n)�и������������L(zh��ng)�h(hu��n)ģʹ�É�����
2.2.3ģ�׃�(n��i)��ĥ�p���y(c��)���c����
����ģ��ֱ���H��3 mm���ң�ֱ�Ӝy(c��)�����^���y�����IJ��ÈA����(sh��)��(j��)�M�ϵķ����M(j��n)��ֱ���y(c��)��������KEYENCE LK-G10����λ�Ƃ��������ֱ��늙C(j��)�M(j��n)�o�b����ģ��ֱ������?q��)?��(g��)�B�m(x��)�İ�A����ģ���M(j��n)�ЙM����݆���y(c��)�����y(c��)��λ���cģ�׳��ڶ���ľ��x�քe��9��13��17��21��25��29��33��36 mm������Matlab��(du��)4��(g��)�A����݆����(sh��)��(j��)�M(j��n)�ЈA���M�ϲ�����A���M�ϰ돽��ģ��ֱ���y(c��)��ʾ��D��׃���D�քe��D8�͈D9��ʾ��
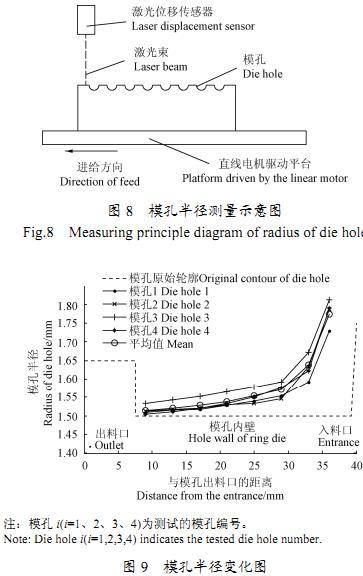
�ɈD9��֪��ģ�׃�(n��i)��ĥ�p���^С����ģ����ڵ�����ĥ�p����u���͡����O(sh��)ģ�׃�(n��i)�ڳ�ʼӲ��һ�£�����������ͨ�^(gu��)ģ���^(gu��)����ĥ�����Ի�����׃����ģ�׃�(n��i)�ڵ�ĥ�p�cģ�׃�(n��i)���d�����P(gu��n)������Matlabܛ����(du��)ģ��ĥ�p��ƽ��ֵ��ʽ�M(j��n)��ָ��(sh��)����(sh��)�M�ϡ�
ʽ�У�y��ģ�װ돽��mm;x���cģ�׳��Ͽڵľ��x��mm������õ���С���˔M��ϵ��(sh��)�քe��a=0.0035��b=0.1485��c=0.0094�����P(gu��n)ϵ��(sh��)r=0.9950�������(xi��ng)��ƽ����R2=5.4165 Xl0-4����Ҋ(ji��n)ģ�׃�(n��i)�ڵ�ĥ�p���c�d�ɾ������Ƶķֲ�Ҏ(gu��)�ɣ���ģ����ڵ����ڳ�ָ��(sh��)��ʽ�pС��
2.2.4Ӳ�Ȝy(c��)ԇ�c����
����HR-150DT늄�(d��ng)����Ӳ��Ӌ(j��)��(du��)�h(hu��n)ģĥ�p���M(j��n)��Ӳ�Ȝy(c��)�����õ��h(hu��n)ģ��Ӳ�Ȝy(c��)ԇֵ���1��ʾ��
��ĥ�p����Ӳ�Ȝy(c��)���Y(ji��)�����Կ����h(hu��n)ģ��(n��i)��ĥ�p����3 mm���ң���̎����ѽ�(j��ng)ĥ�p���M������Ӳ�Ƚ��ͣ����^�͵�Ӳ��Ҳ�nj�(d��o)��ĥ�p�ӄ���ԭ��֮һ��ģ�׃�(n��i)��ĥ�p���^С������ģ���S�������M(j��n)һ�����ͣ���ģ�׃�(n��i)�ھ����^�ߵ�Ӳ����Ӳ�ȷֲ�����(du��)��(w��n)������Ҋ(ji��n)�h(hu��n)ģ��(n��i)���^(gu��)��ĥ�p�nj�(d��o)�h(hu��n)ģĥ�pʧЧ����Ҫԭ��֮һ��
2.3�h(hu��n)ģĥ�p�C(j��)���^����
���M(j��n)һ�������h(hu��n)ģĥ�p�C(j��)�������þ��и���ģ��ƽ�з�������2�K��С��12mmX5 mm�ĭh(hu��n)ģԇ�Ӳ��քe�и���ϡ��С���3�Ρ���JSM-6300��������@�R�^��h(hu��n)ģ��(n��i)�ں�ģ�׃�(n��i)���ϡ��С��¶ε�ĥ�p��λ���^ĥ�p��ò�����^�Ƕ�̽����ĥ�p�C(j��)����������R�^�y(c��)�c(di��n)ʾ��D��D10��ʾ��
2.3.1�h(hu��n)ģ��(n��i)��ĥ�p�C(j��)��
�h(hu��n)ģ��(n��i)�ڵ�ĥ�p��ò��R����Y(ji��)����D11��ʾ���ɈD11��Ҋ(ji��n)��ĥ�p����ֲ�����\��һ����ϣ��Ϻ۾����^��һ�µķ����ԣ�ͬ�r(sh��)��Ҋ(ji��n)���τ�
�����в���Ӳ�|(zh��)ĥ���ډ�݁�ķ����������±�����h(hu��n)ģ��(n��i)�ڱ��棬������������������ֱ�ӌ�(du��)�h(hu��n)ģ���ϱ��������Ϟ�����
�h(hu��n)ģ��Ӳ�Ȝy(c��)ԇ")
ĥ��ĥ�p��������һ���̶ȵ��������ã����ֲ��ϱ�ֱ��ȥ�����γɈD11��ʾ����ϡ���ǰ�ĵ�����������֪�h(hu��n)ģ��(n��i)���ܽ�׃�d�����ã������ϺͲ����g��ĥ�����ډ�݁��(qi��ng)�ҵĔD������������ɭh(hu��n)ģ������Ϸ���(f��)������׃�Σ���K�l(f��)��ƣ�ڔ��яIJ��ϱ���Ó�䲢�γɶ���ĥ�����ں��m(x��)�D���^(gu��)�����M(j��n)һ�����M(j��n)�ͼӄ���ĥ��ĥ�p�İl(f��)�����ڭh(hu��n)ģ��(n��i)�ڡ�ģ�׃�(n��i)�����ĥ�p���γ�С����ϡ�
������������֪���h(hu��n)ģ��(n��i)�ڵ�ĥ�p��Ҫ��������������ĥ��ĥ�p��һ���̶ȵ�ƣ��ĥ�p�������ã�ʹ�ñ���������^����ٶ���ʧ����ˣ��h(hu��n)ģ��(n��i)�ڵ�ĥ�p������졢ĥ�pҲ����(y��n)�ء�
2.3.2ģ�׃�(n��i)��ĥ�p�C(j��)��
ģ�׃�(n��i)�ڵ�ĥ�p��ò��D12��ʾ��ĥ�p�����з���һ�µ���Ϻͷֲ������Ą���ӡ���ģ����ڵ�����֮�g�������׃�\���ɶ�׃�٣�����ӄt����׃�ࡣ
����ģ�������ϵ��\(y��n)��(d��ng)�����һ������Ϻ�ĥ�۵ķ���ʮ��һ�¡�ͨ�^(gu��)ģ��ĥ�p���y(c��)���Y(ji��)�����@�^���֪ģ���϶���ڸ�����ĥ�p������(du��)�^����ĥ�p��ò������(du��)��������Ϟ���Ҫ���c(di��n)��
�mȻ���ϵ�Ӳ���h(yu��n)�����h(hu��n)ģ���ϵ�Ӳ�ȣ����ό�(du��)�h(hu��n)ģ��ĥ�p��͌���ܛĥ�p������ģ�׃�(n��i)�ڏ�(qi��ng)�ҵķ��������������ό��γɈ�(ji��n)Ӳ��“���ɉ��s�F(tu��n)”����“���ɉ��s�F(tu��n)”��֧�������´���С�������w������(du��)ģ�׃�(n��i)�ڮa(ch��n)���C(j��)е�������ã��������^�������w����Ӳ�|(zh��)�s�|(zh��)�w������“���ɉ��s�F(tu��n)”��֧�����Ì���ģ�ĔD���^(gu��)���Ќ�(du��)ģ�׃�(n��i)�ڮa(ch��n)������׃�κ��������ã��γɴ�����ĥ�ۺ���ϣ���ɱ��������ʧ����(du��)�^����ǰ������������֪��ģ�׃�(n��i)�ډ���(qi��ng)�d�ɳ�ָ��(sh��)��ʽ���ͣ���D3��ʾ������ģ�׃�(n��i)���жε����׃�\��ĥ�p���pС��ĥ�p��ò׃?y��u)���Ϻͱ��愃��ӹ��档�S��ģ�׃�(n��i)����(qi��ng)�d�ɵ��M(j��n)һ�����ͣ�ģ�׃�(n��i)���¶ε����׃�ø��\��ĥ�p���M(j��n)һ���pС��������ӷ������ࡣ��Ҋ(ji��n)����ģ����ڵ������gĥ�p����u�^С��ĥ�p�C(j��)�Ə���ĥ��ĥ�p������u����ƣ��ĥ�p�����^(gu��)�ɣ�ͬ�r(sh��)�����Ɣ�ĥ��ĥ�p�����ģ�׃�(n��i)�ڲ�����ʧ����Ҫԭ��
ģ�׃�(n��i)�ڄ���ӵ���ò�D��D13��ʾ�����Կ��������Ѽy���̈́���ӣ��Ѽy��ഩ�^(gu��)�����������U(ku��)չ������ӱ���ֲڣ�������B�ӔU(ku��)���څ��(sh��)��������ģ������ģ�ײ����D���^(gu��)���У�ģ�ױ��ܵ����ҵķ����d�ɺ������d�ɣ�ģ݁ÿ�Ό����ϔD��ģ�ף����ϱ�������|�c(di��n)������1��ѭ�h(hu��n)�d�ɣ���׃�d�����Ì�ʹ����ܛӲ�����^(q��)�a(ch��n)���e(cu��)λ�ѷe�l(f��)չ�ɞ��ն�����ģ�����Ի���(d��ng)Ħ��������Ħ�����������ն���Ħ�������۵ȱ��摪(y��ng)������Դ����ƣ���Ѽy����ˣ�ĥ�p�����ƣ���Ѽy��ഩ�^(gu��)�����������U(ku��)չ����B�ӌ�(d��o)���˽��ٲ��ϵij�Ƭ���䣬�����֮�gͨ�^(gu��)�Ѽy����B���γɸ���Ą���ӡ�
2.4�h(hu��n)ģĥ�p���M(j��n)���h
ͨ�^(gu��)����������֪��ɭh(hu��n)ģĥ�pʧЧ����Ҫԭ����ĥ��ĥ�p��ƣ��ĥ�p�͒���ĥ�p�ȣ�ͬ�r(sh��)���Ϸֲ�������������{(di��o)�|(zh��)����Ҳ��(du��)�h(hu��n)ģĥ�p��r��һ��Ӱ푡������L(zh��ng)�h(hu��n)ģ��ʹ�É�����������¸��M(j��n)���h��
1)Ŀǰ�����ϏS��(du��)�F�s�|(zh��)������^����ҕ������ҕ�ˌ�(du��)ɰʯ��s�|(zh��)����������h�ڷ���ǰ���ӌ�(du��)ɰʯ�ͽ����s�|(zh��)�ij��s����ɰʯ�ͽ����s�|(zh��)������
2)��(du��)�����������ϰ壩�Π�Y(ji��)��(g��u)�M(j��n)�и��M(j��n)��(y��u)
����ʹ�����������҃�(n��i)�ֲ�����ֹ�h(hu��n)ģ�͉�݁���F(xi��n)ƫĥ�p����r���^(gu��)��ʧЧ��
3)���M(j��n)���ϵ��{(di��o)�|(zh��)��ˇ��������������е���֬�͵����|(zh��)�ȳɷ��������^(gu��)���еĝ�(r��n)�����ã��ܜp�p���ό�(du��)�h(hu��n)ģ��ĥ�p���ã�ͬ�r(sh��)��������������C(j��)�a(ch��n)����
4)���M(j��n)��̎����ˇ���m��(d��ng)���ӟ�̎�����ȣ������h(hu��n)ģ��(n��i)������ĥ�ӵ�Ӳ�ȣ���߭h(hu��n)ģ����ĥ�ԣ����L(zh��ng)�h(hu��n)ģ��ʹ�É�����
3���Y(ji��)Փ
����ᘌ�(du��)�����C(j��)�h(hu��n)ģĥ�p�^(gu��)��Ȇ�(w��n)�}�M(j��n)���˭h(hu��n)ģĥ�p����ԇ�(y��n)����(du��)�h(hu��n)ģĥ�p���ͱ���Ӳ���M(j��n)���˜y(c��)������(du��)ĥ�p����^������ò�M(j��n)�����^�죬����ӑՓ�����ό�(du��)�h(hu��n)ģ��ͬ��λ��ĥ�p�C(j��)������Ҫ�õ����½Y(ji��)Փ��
1)�h(hu��n)ģ��ĥ�p�C(j��)����Ҫ�В���ĥ�p��ĥ��ĥ�p��ƣ��ĥ�p�ȶ�Nĥ�p��ʽ���棬��ͬĥ�pλ��������(d��o)���õ�ĥ�p�C(j��)��������ͬ��
2)�h(hu��n)ģ��(n��i)�ڵ�ĥ�p������(y��n)�أ�ĥ�p����3.0 mm���ң�ĥ�p�C(j��)����Ҫ������������ĥ��ĥ�p��ƣ��ĥ�p�������ã���ɭh(hu��n)ģ��(n��i)�ڵı��������ʧ�ٶ��^�죬��(d��o)�h(hu��n)ģĥ�pʧЧ��
3)ģ�׃�(n��i)�ڵ�ĥ�p������(du��)�^С��ģ����ڸ�����ĥ�p��ĥ��ĥ�p����������^�������ģ�׳��ڸ�����ĥ�p�t��ƣ��ĥ�p������������^�����ܼ�����ģ����ڵ������gĥ�p����ָ��(sh��)��ʽ��u�pС��ĥ�p��u����ĥ��ĥ�p�����^(gu��)�ɞ���ƣ��ĥ�p������
4)����(j��)�h(hu��n)ģĥ�p�C(j��)����������˸��M(j��n)���h���A(y��)�ڿ�ʹ�h(hu��n)ģ�_(d��)���O(sh��)Ӌ(j��)ʹ�É�������1000h���ϣ���(du��)��߭h(hu��n)ģ�����C(j��)�ķ�(w��n)���Ժ����L(zh��ng)�h(hu��n)ģʹ�É�������ָ��(d��o)���x��
�D(zhu��n)�dՈ(q��ng)ע������ͨ����Դ�w���C(j��)�h(hu��n)ģ
http://m.ac12313.com/kljykjpj/44.html
